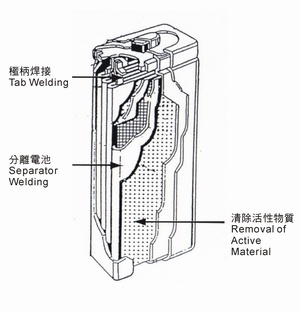
Steps for manufacturing the Nickel-Metal-Hydride (NiMH) battery
Removal of active material
The objective of this step is to remove the active material on the surface of the bubble nickel which can be achieved using an ultrasonic welder. For ultrasonic cleaning, ultrasonic output with high frequency and low amplitude of vibration should be used, in order to avoid any risk of damaging the property and tensile strength of the material itself. Furthermore, since in the welding process, the metal nickel plate welded to be rolled up, therefore, its strength should be robust enough, in order to avoid any affect of the battery quality due to the internal swelling and shrinkage during the battery charge and discharge.
A vacuum suction cleaner should be equipped to suck out the dusts during the ultrasonic cleaning process.
Tab welding
The objective of this step is to weld the nickel plate with the dust-free bubble nickel. A good welding effect and welding strength is required and the material may not be damaged, to avoid any damage of the bubble nickel during roll-up.
The welding horn for welding the nickel plate is made of special steel which is easy to warm-up during continuous welding process. Therefore, a cooling system is required.
Separator welding
To use an ultrasonic welder for cutting the PP or non-woven of the already packed and rolled-up bubble nickel.
Pack welding
Ultrasonic plastic ultrasonic welders are used to welding the battery shells/ covers.
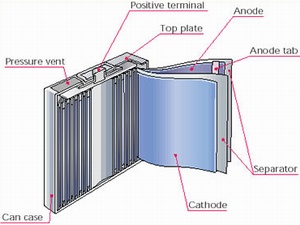
Steps for manufacturing the Lithium-Ion battery
Tab (+)positive welding
To weld the positive electrode of the lithium-ion battery and weld two aluminum parts together
Tab (-)negative welding
To weld the negative electrode of the lithium-ion battery and weld copper and nickel parts together
Safety valve welding
To weld the aluminum and aluminum parts together
Pack welding
To use an plastic ultrasonic welder to pack welding the battery.